

*この記事はゴム・プラスチックの技術専門季刊誌「ポリマーTECH」に掲載されました。
特集1 押出成形・射出成形技術の最新動向
ゴム押出成形における低温押出
株式会社三葉製作所 堀内健一
1 はじめに
最近ゴム押出成形で使用する1台の押出機に、様々なゴム材(材料種類、粘度)、複数の断面を押出することが多くなってきた。
多品種少量生産に加え、設備投資をなるべく抑える流れはもはや止めることができない環境となっている。ここではそのような制約がある中で当社のゴム用押出機シリーズにおける取組を紹介していく。
2 当社のゴム押出機
当社のゴム用押出機シリーズは、材料工程から成形工程まで幅広い製品を揃え、産業用、自動車関連、医療、建築、土木など幅広い分野に貢献している。また、当社のゴム用押出機シリーズのスクリュー径はφ20mmからφ315mmとなっている。
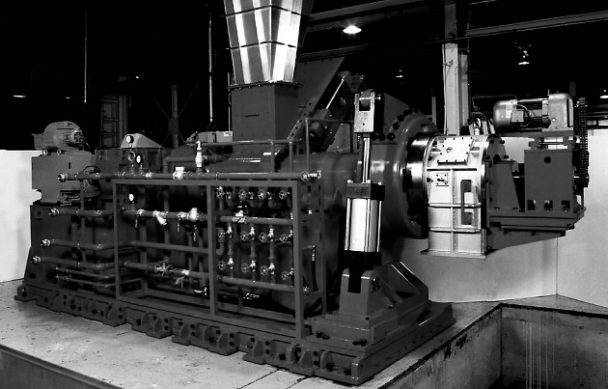
図1 φ250mmペレタイザー

図2_φ20mm試験評価用押出機.jpg

図3_φ315mmペレタイザー押出機
3 ゴム押出機とは
3.1 押出機の原理
押出機は、ゴムとシリンダーライナー壁間の摩擦、およびずり剪断を利用して材料を可塑化させ、昇圧・押出を行う定圧型ポンプ機能のため、押出圧力が大きくなると押出量は減少する。
3.2 押出機のバリエーション
生産性向上の目的からこれまで、ホットフィード押出機からコールドフィード押出機へ機種が変更され、特にコールドフィード押出機の変化は構造的にも画期的にバリエーションが増えている。特定分野たとえばトラック、バスタイヤ製造では、歩留まり向上を目的にホットフィード押出機が使われているケースもあるが、現在は熱入れなしで押出できるコールドフィールド押出機が主流となっている。
そのコールドフィード押出機では、標準的タイプ、ピンタイプ押出機、ピンコンバートタイプ押出機がこれまで市場に投入されてきた(図5)。
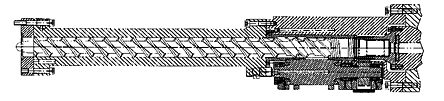
図5-1標準的な押出機
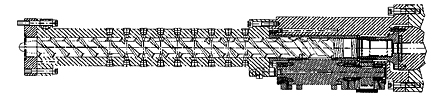
図5-2 ピンタイプ押出機
図5-3 ピンコンバートタイプ押出機
標準的な押出機で押出性能の改善を図ろうとした場合、スクリュー形状(条数、圧縮比、特殊ミキシングゾーン等)を変更することが主な対策になるが、押出量を高めようとすればするほど、必要な可塑化を犠牲にしなければならなくなり、また回転数で解決する方法は剪断発熱上限界があった。これを解決する目的でピンタイプ押出機が採用されるようになってきた。
ピンタイプ押出機は、シリンダーからピンを指すことにより、スクリューフライトを深溝にすることができる。このため、タイヤ製造用、ベルト製造用などを含めた大断面押出用途では生産性に大きく寄与することができたが、押出機内の容量が大きく、大量生産には適したものの、工業分野では大きなロットサイズでないと特に日本市場では導入が限られていた(世界的に見ると当社のパートナーであるドイツKraussMaffeiBerstroff社はタイヤ産業以外でも多くの実績を上げており、工業分野のお客様への提案が不足していた。また、標準タイプのスクリューデザインを、弊社が彼ら以上に創意工夫して押出機に組込できていることも関係していると思われる)。
ピンコンバートタイプ押出機は、さらにトランスファーミキサー部(コンバートゾーン)を設け、ピンによるゴム材料進行方向の断面展開に加えて、スクリュー溝深さ方向の展開が可能となった。これにより材料対流表面積が増大し、短いL/Dで大きな性能を発揮することが可能となった。
コンバートゾーンでは、L/D方向にむかって、スクリュー溝深さは、大⇒小⇒大、一方バレル側は反対に小⇒大⇒小と溝深さが変化する。各ゴム進行方向断面はスクリュー側+バレル側の総和は一定となっている。
これにより溝方向の表面積を増やし、ボリューム内のゴム材の熱交換を活発に行える要因となっている。この効果は、コンバートゾーン前のピンとの併用により、さらに効果的に機能する。
さらに溝深さ変曲点にはスロットルと呼ばれる、ピン差し込み量を可変調整できる機構があり、ゴム材に応じて可塑化を調整できる構造になっている(調整は油圧または電動モーター式の選択が可能)。
日本ではスクリュー形状を工夫し、様々な材料へ適合していく方法が主流となっている。またスクリューを交換し対応しているが、ヨーロッパではこのフレキシビリティーを活用して1本のスクリューで様々な材料に適合させる方法が取られている。昨今のロットサイズが小さくなっている生産現場では有効的なソリューションと言えるかも知れない。
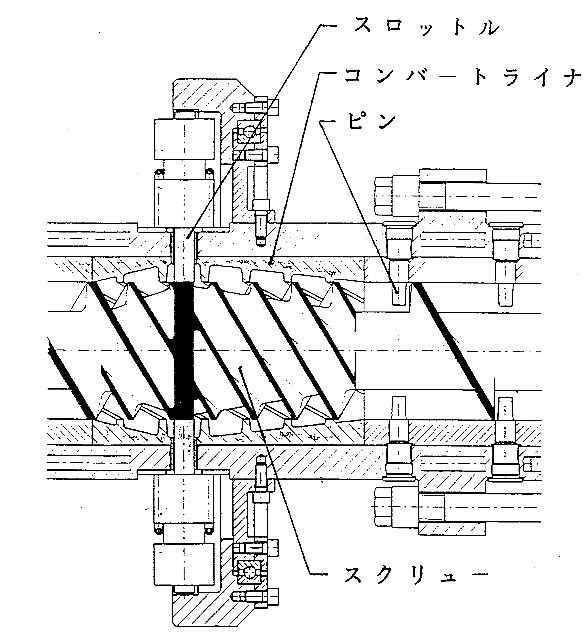
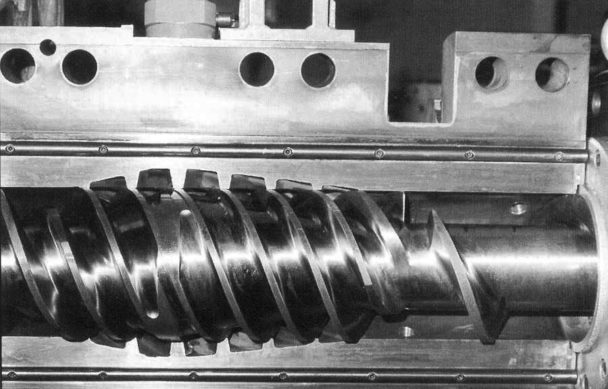
図6 ピンコンバートシリンダー断面図および写真
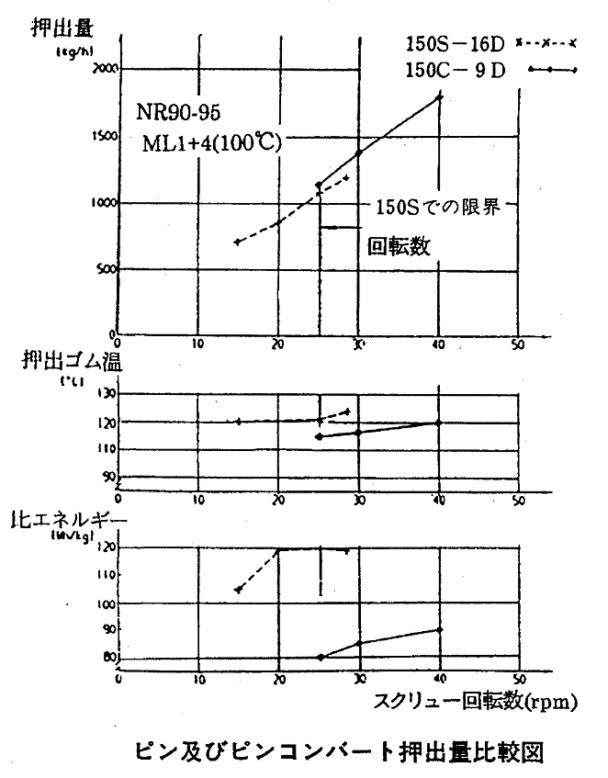
図7
ピン押出機とピンコンバート押出機の性能比較を示すと図7になる。押出機評価は押出後のゴム温度で合わせている。このグラフでは120℃で温度カットをした場合を想定しており、ピンタイプではスクリュー回転25rpm程度が上限となっているが、ピンコンバートタイプでは40rpmまで上げることができる。その結果、押出量は約1.5倍となり、低温押出の効果が表れている。
またピンコンバートのL/Dも半分程度であり、材料歩留まり改善にも期待ができる。
図8は、ピンスロットル差込量による押出特性の変化を表している。スクリューを交換することなく、可塑化を調整することが可能となっている。これを活用して、
全文:約3982文字







